Как сваривать трубы электросваркой

Ручная электросварка является самым известным способом монтажа труб, который при внешней своей простоте требует не только тщательного подхода к производству работ, но и точного соблюдения техники их выполнения. Сразу же отметим, что перед тем как сваривать трубы электросваркой, необходимо тщательно подготовить их стыки к предстоящей процедуре.
Подготовка стыков и выбор способа сварки
Подготовка стыков к сварке производится путём простой механической обработки последних. В особых случаях для обработки кромок используется тот или иной абразивный инструмент. После обработки стыка на его краях не должно оставаться никаких заусенцев и острых углов, которые должны быть удалены с помощью рашпиля или абразивного круга.
Ручная электросварка трубных изделий может производиться следующими известными способами:
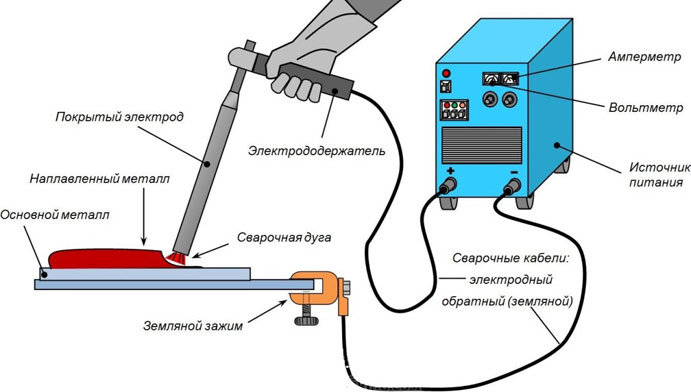
- дуговая сварка с использованием так называемых покрытых электродов;
- сварка аргонодуговая, предполагающая применение электродов неплавящегося типа.

В данной статье нами будет рассмотрен первый из этих способов (как более простой), применяемый обычно для сварки углеродистых сталей. Перед началом работ, прежде всего, нужно будет определиться с режимами, которые предполагают выбор следующего набора параметров:
- род тока («постоянный – переменный»), выбор которого определяется толщиной стенок свариваемых труб, а также маркой стали и типом используемых при этом электродов;
- величина рабочего тока, зависящая от толщины используемых электродов. Его значение в амперах вы сможете определить, умножив диаметр электрода на 35;
- оптимальный размер дуги (её длина), значение которой может варьироваться от половины толщины электрода до полного его диаметра плюс единица;
- темп «ведения» дуги выбирается, как правило, исходя из размеров сварочного шва.
Сводные таблицы значений и взаимозависимостей всех указанных параметров приводятся сегодня во многих источниках в интернете, так что разобраться с этим вопросом более подробно вам не составит особого труда.
Сварка простых (неповоротных) стыков

Вертикальные простые (или неповоротные) стыки варятся, как правило, в два захода. При этом окружность стыка с помощью условного вертикального отрезка делится мысленно на две половинки. Сварку каждой из этих условных полуокружностей следует начинать с верхнего (потолочного) положения, а затем плавно «вести» дугу через так называемый горизонтальный участок по направлению к нижнему сектору.
Каждый из указанных участков следует варить с использованием короткой дуги, длина которой составляет величину, соответствующую полудиаметру электрода. Величина перекрытия получившихся швов (или «замка») определяется диаметром трубы и может варьироваться в пределах от 20 до 40 мм.
Контроль качества и безопасность работ

Самым простым и естественным способом контроля качества сварочного шва является его визуальный осмотр, в ходе которого вы сможете выявить не только наличие прожогов, трещин или подрезов, но и обнаружить не полностью проваренные участки.
Перед осмотром подлежащих контролю швов последние должны быть тщательно очищены от шлаков, образовавшихся в ходе сварки. Контроль геометрических размеров швов проводится по стандартным процедурам с использованием щупов, шаблонов и других измерительных приспособлений.
Обязательным организационным условием работ подобного класса является соблюдение требований техники безопасности, предписывающих определённый порядок их проведения. Выполнение всех этих требований позволит вам избежать поражения электротоком, а также исключит вероятность ожогов от частиц расплава и поражения глаз сварочным излучением.

Для защиты от всех этих поражающих факторов необходимо:
- убедиться в надёжности изоляции металлических частей сварочного оборудования;
- организовать заземление корпуса вспомогательных электрических приборов (источников питания);
- использовать только хорошо просушенную спецодежду;
- при сварке использовать защитный щиток, полностью закрывающий лицо оператора.
Советы специалистов

Перед тем как сваривать трубы электросваркой, специалисты советуют подготовить специальную оснастку, повышающую удобство и качество проводимых работ. Для изделий небольшого диаметра (до 10 см) со стенками толщиной от 2 до 10 мм подобная оснастка может использоваться следующим образом:
- Трубы закрепляются в специальных приспособлениях (типа обхватывающего обруча), а затем прихватываются в одной или более точках стыка.
- При одиночном прихвате стыки обвариваются целиком, начиная с противоположной по отношению к нему стороны.
- При толщине стенок менее 3 мм прихватка делается при помощи электрода 2,5 мм.
Для стыков трубных изделий со стенками толщиной более 4 мм сварка должна проводиться в два валика, причём второй шов должен наноситься во встречном направлении (по отношению к первому).
Метки к статье: